
.jpg)
.png)
.png)
.png)
欢迎您访问博革咨询官网!博革咨询是中国首家整合精益生产/六西格玛/流程再造的咨询公司,专注于提供 精益生产、6S现场管理、TPM设备管理、精益工厂布局、专业目视化、精益供应链、精益研发、六西格玛管理、智能制造等综合性问题解决方案并负责落地实施。
全国咨询热线:021-62373515、157-2153-3189
案例概述:
该企业是国内首家钢制二片罐生产厂家,作为目前二片易拉罐行业内唯一一家钢罐生产期企业,面临着巨大的竞争压力,近年来,国内饮料市场种类增多,高端啤酒和茶饮料等市场范围扩大,碳酸饮料市场有所萎缩,但该企业的制罐主要产品用于碳酸饮料灌装;而目前国内两片罐生产厂线激增,造成严峻的竞争态势。基于这种现状,公司提出发展战略:既要稳固现有市场,又要开拓高端市场,优质甚至是苛刻的品质要求成为必要条件,2010年公司提出“精品罐”战略。要达到这个战略就要产品各项质量特性保持稳定,满足灌装要求、保证灌装效率,同时不出现任何影响饮料质量的不良因素。基于此,公司希望通过精益六西格玛项目的推进,彻底降低质量损失,满足客户需求。
专案:提高两片罐翻边宽度稳定性
定义阶段(Define)
结合公司年度经营战略,全面提高产质量量,降低失败成本,公司对2010年上半年多项关键质量特性进行了分析:
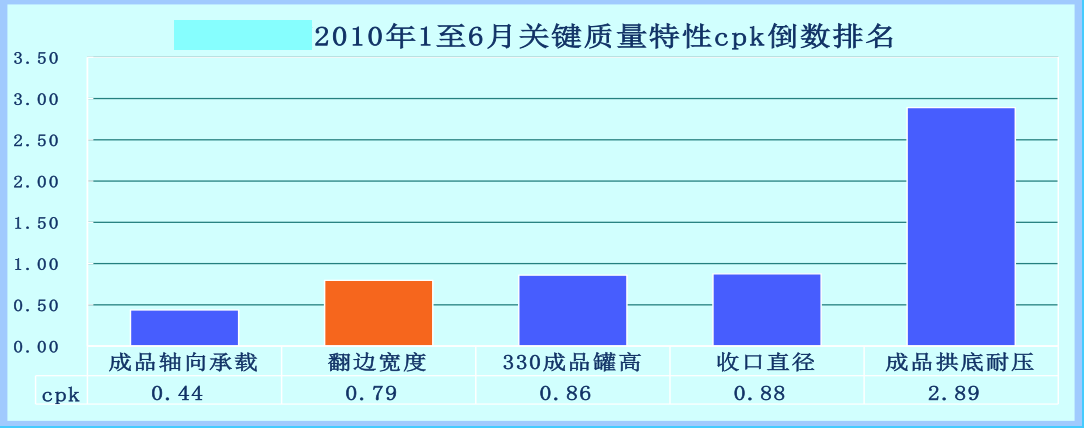
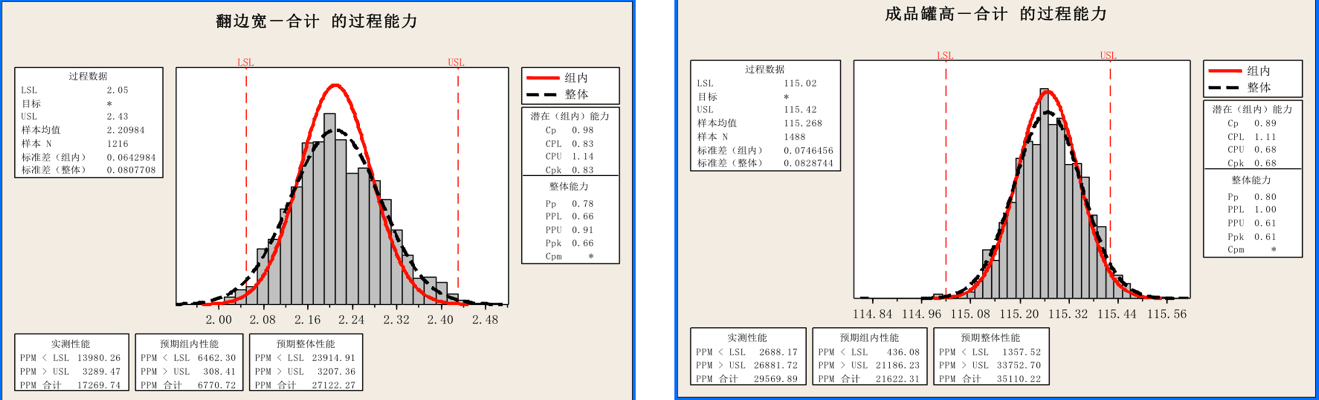
通过spc系统有规律的采集主要质量特性数据,数据分析显示2010年上半年多项关键质量特性CPK小于1.0,翻边宽度CPK位于倒数第二位,翻边宽度控制的好坏会影响到顾客最关注的外观质量和口味影响。

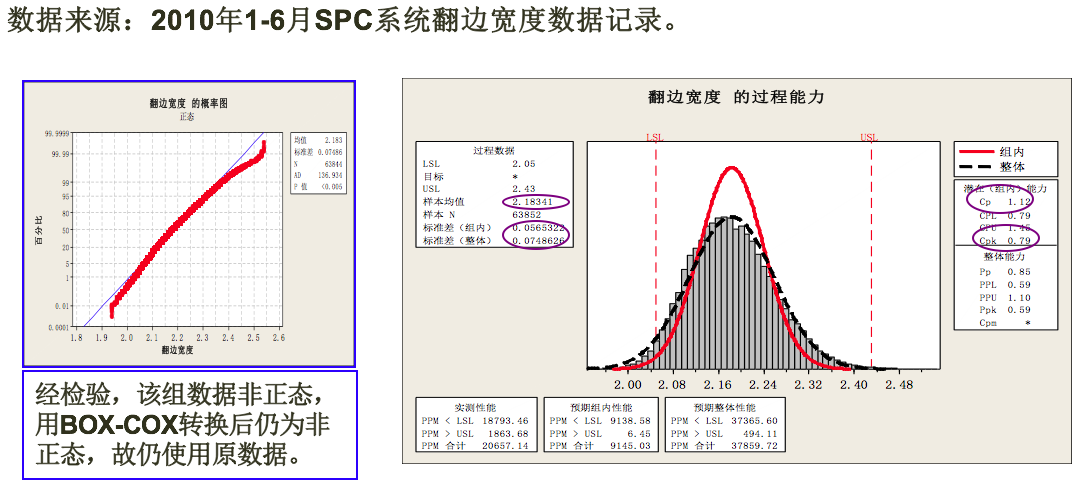
通过以上分析,该客户的翻边宽度cpk为0.79,说明该质量特性过程能力不足,不能满足客户要求,而当前同行业翻边宽度cpk大都超过1.33。因此,如果我们的现有客户不能接受这一现状,则很可能损失现有客户。要拓展高端客户,实现“精品罐战略”,产品的各项指标必须达到甚至超过行业标准,如果我们的关键质量特性cpk仍然保持现状,则无法赢得潜在客户。根据2010年上半年的财务数据,翻边波浪共生成废品21.59万个,翻边宽度不合格共生成废品为3.7万个,共计财务损失为 7.59万 (单位损失0.3元)
博革咨询顾问辅导手记
该项目刚接手的时候发现制罐的过程有很多不稳定的质量因素,但是通过客诉分析发现,翻边的宽度控制会直接影响客户关注的外观及口感,因而从翻遍宽度着手,确定关键原因,并且通过与同行对比发现,其他公司的翻遍cpk都比较高,我们差距也比较多,经过分析确认,将提高两片罐翻边宽度稳定性最为改善专案
测量阶段(Measure)
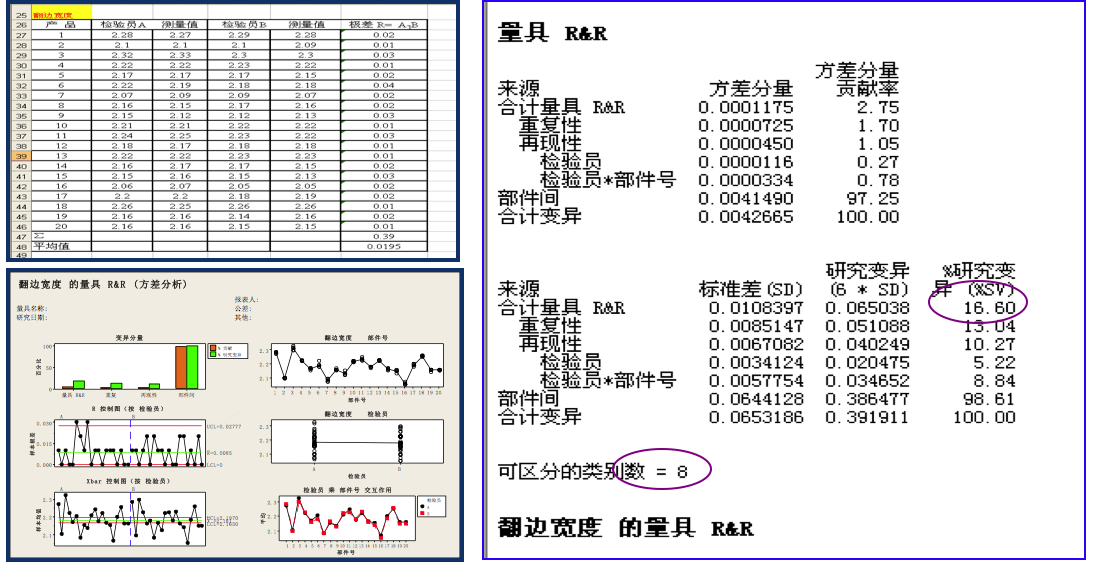
本项目测量的数据属于连续型数据,由当班人员根据品控SOP的检测频次及要求(具体要求)使用专用仪器采集,样本的选定可靠且有代表性。
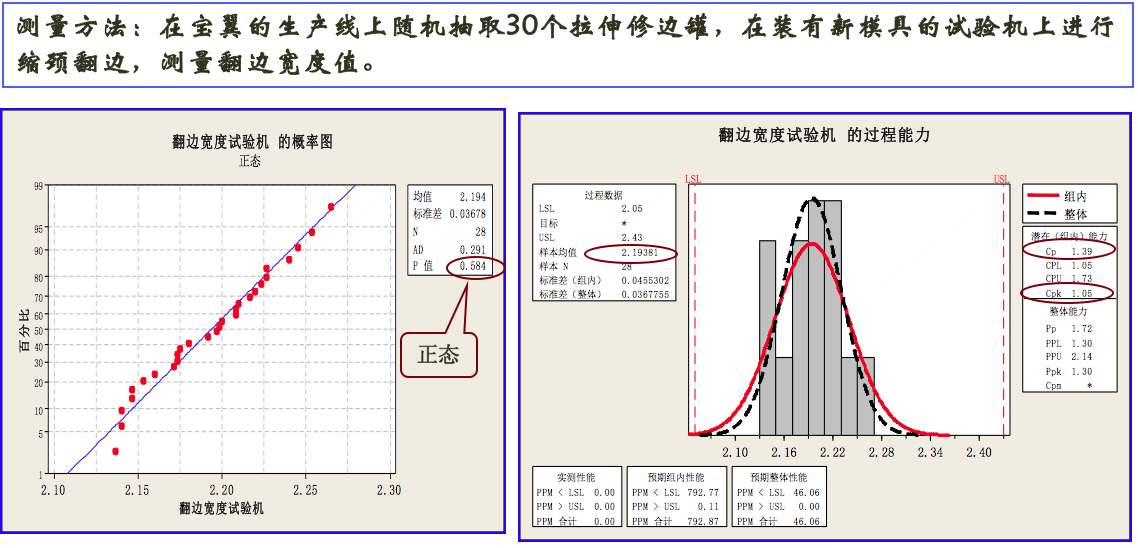
对过程能力进行分析
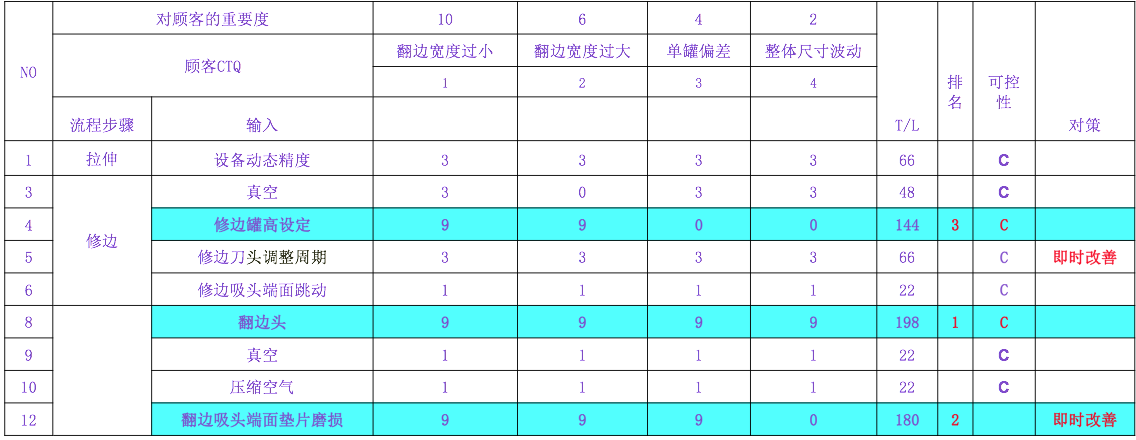
制定CE矩阵分析,确定可控因素,确定可以实施即时改善的内容。
博革咨询顾问辅导手记
对于关键问题的关键因素确定,要进行多方分析,测量系统的能力是首要因素,如果没法改变,要进行过程能力分析,最终确定关键项目。
另外,对于实时改善,我们的指导思想是,在任何时间,包括在MAIC各个阶段哪里发现改善目标,就在那里实施实时改进,举手之劳,何乐而不为呢?
分析阶段(Analyze)
多变量分析计划
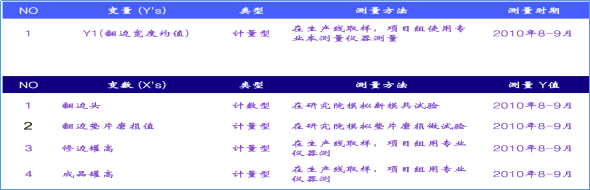
1、翻边头(模具)与翻边宽度的关系;
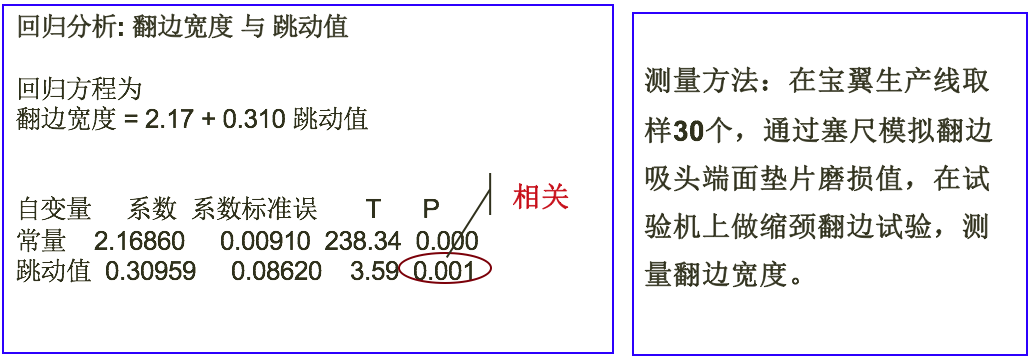
2、翻边吸头端面垫片磨损与翻边宽度的关系;
3、修边罐高、成品罐高与翻边宽度的关系;
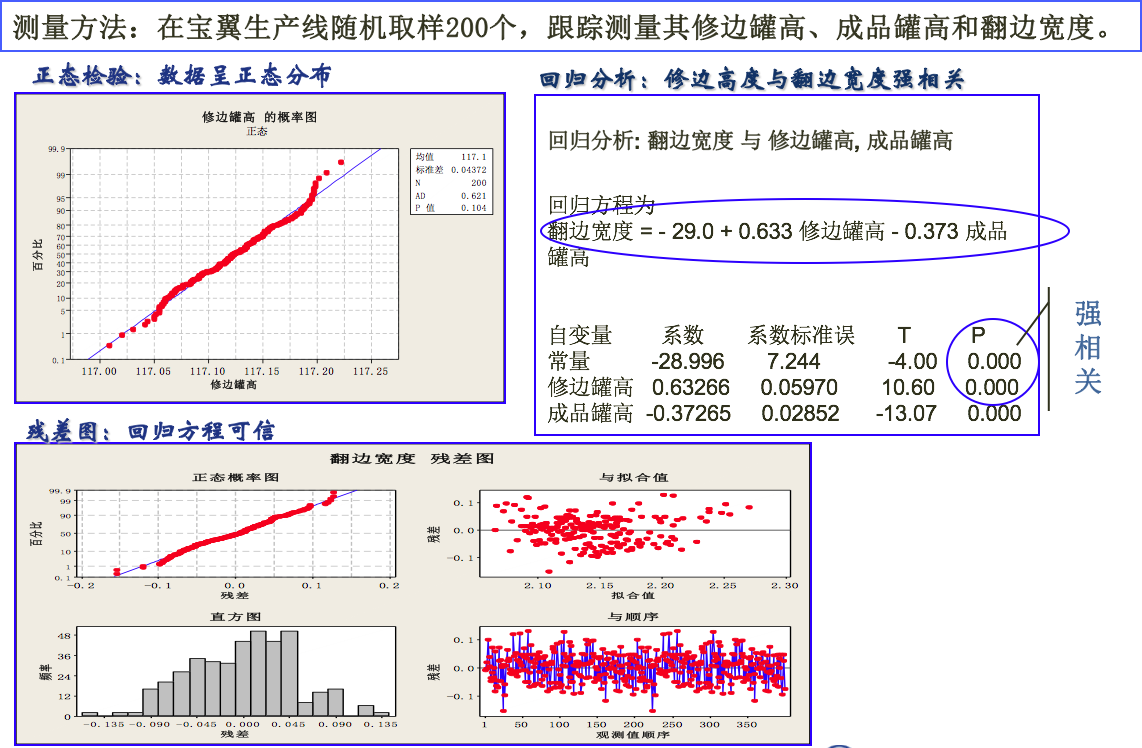
2、根据回归方程,在成品罐高不变的情况下,适当调高修边高度的设定值可以提高翻边宽度均值。
通过以上分析,最终确定:
1、翻边模具、翻边垫片磨损、修边罐高、成品罐高对翻边宽度均有较明显的影响,可以通过翻边模具更换、确定最佳的翻边垫片更换周期及获得最佳修边参数和成品罐高参数设定等措施提高翻边宽度CPK;
2、翻边宽度数据整体偏低的主要影响可能是在缩颈翻边之前的工序产生的;
3、7台拉伸机间、12个翻边工位间有较明显的差异,在调整参数设定时针对考虑;
博革咨询顾问辅导手记
大量并正确、灵活地使用统计分析工具,对于查找重要少数因子至关重要,不能用传统的经验去思考确定,事实说明经项目后来改善证实,经验有时是靠不住的,不经过资料分析而得出的改善有时候是无效的,甚至还起反作用。
当然,在此需要提醒的是,使用不当的分析工具给我们带来的错误导向也是要特别慎重的!,另外,统计分析要与实际紧密结合才有实际意义。
改善阶段(Improve)
改善1 调整修边罐高
改善措施:为避免产品质量风险,工厂认为修边罐高不宜变动过大,本项目只能通过小幅度提高修边罐高观察改善效果,通过记录数据,未能看到修边罐高小幅调整对翻边宽度CPK的贡献。
改善2 更换翻边模具
改善措施:根据分析阶段结论,由于设备改善过程的不同阶段更换过不同部位的备件,当前翻边和缩颈模具在设计上不是配套产品,因此,在本次大修中将更换翻边模具(由3头模具换成4头模具),改善产品后段主要数据。
改善3 更换翻边垫片
改善措施:1、确定最适合的更换垫片周期。以1#、2#、3#工位做试点,更换垫片做一个月跟踪;
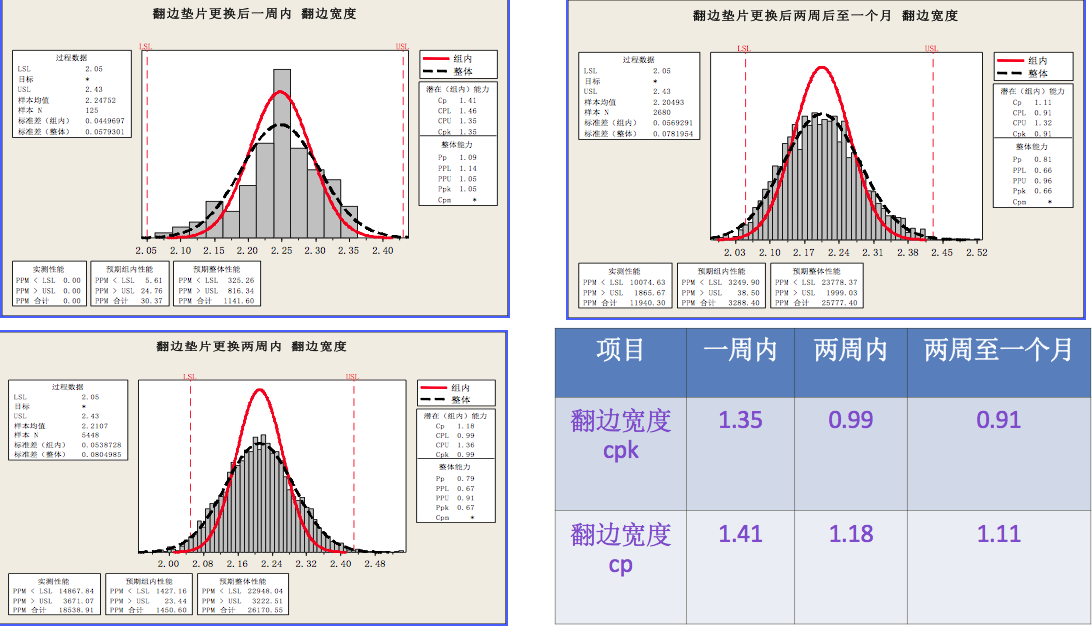
改善措施:2、更换垫片类型:将现有垫片改为翻边吸头+垫片组合备件。
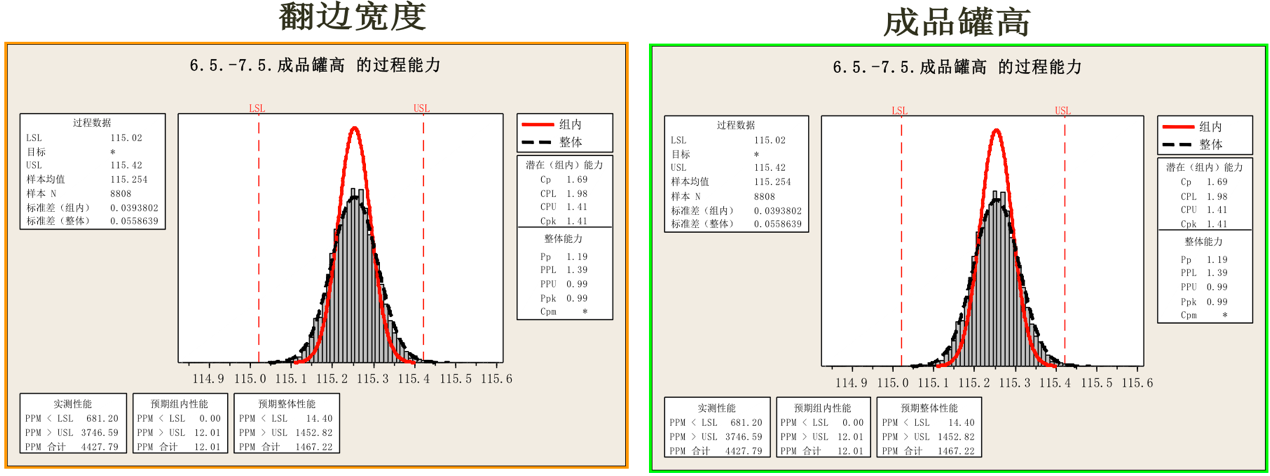
本项目数据分析严于企业的spc系统,故企业的spc 系统分析显示的cpk/cp均高于本项目结论,即翻边宽度cpk=1.145/cp=1.22;成品罐高cpk=1.50/cp=1.81。
博革咨询顾问辅导手记
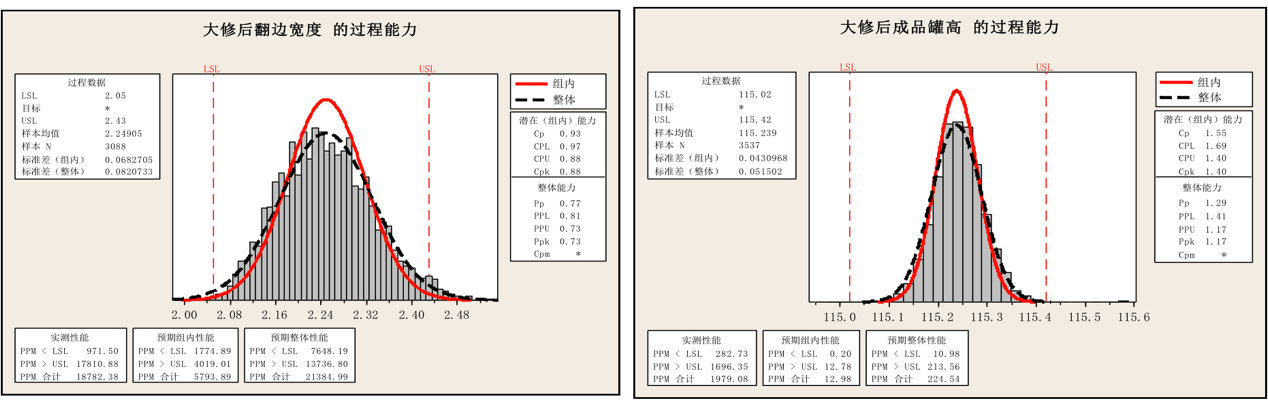
本项目旨在不降低其他关键质量要素过程能力的前提下,提高翻边宽度的稳定性,事实上,通过项目实施过程中各种即时改善和综合改善,不但最终实现了翻边宽度cpk超过1.1,而且使客户关注的另一个重要质量特性-成品罐高的过程能力得到了大幅提升,实现了双赢。(组合备件更换前:成品罐高CPK=1.15;翻遍宽度CPK=0.93,组合备件更换后:成品罐高CPK=1.41;翻遍宽度CPK:1.12)
控制阶段(Control)
巩固措施:
1、对作业线员工培训,使员工了解本项目改善内容和结果;
2、将DOE结果增加到作业指导书中,做为设备调整的依据;
3、将翻边垫片改为翻边洗头+翻边垫片组合备件的型号增加到作业指导书中,做为更换依据和指导。
进一步提升建议:
1、收集数据,确定组合垫片的最佳更换周期;
2、更换主要备件后,应重新进行DOE试验,及时更新关系式;
3、为进一步提高翻边宽度稳定性,建议确定修边罐高的最佳值是否需要修正。
博革咨询顾问辅导手记
该项目从立项到分析、改善的过程中运用了大量的六西格玛分析工具,在老师的引导下,一些工具的使用相当到位,过程中实施计划控制良好,参与项目的人员积极性很高,通过半年时间的精益六西格玛改善,最终达成了项目预期目标,改善翻边宽度稳定性,目标是翻边宽度cpk≥1.1。在几个改善步骤中,翻边垫片更换为翻边吸头+垫片的组合备件对提高翻边宽度稳定性起到了关键作用,使翻边宽度cpk超过了项目目标值1.1。是客户对产品的满意度提升,为企业的“精品罐”战略奠定坚实基础。
作为一个精益六西格玛黑带项目,整个改善过程及提升方法都是比较优秀的,值得借鉴和学习。
作者:博革咨询
推荐新闻
.png) 苏州矿山机械领军企业精益改善优秀成果展现
苏州矿山机械领军企业精益改善优秀成果展现 博革于2021年10月正式与苏州创力达成合作,签署精益布局项目,旨在全面改造升级齿轮车间,历时4个月完成前期规划,另根据规划项目历时1年改造完成,现新车间已经投入使用,并且达到预期目标。 /news/4855.html
 博革携手江东金具设备制造,精益咨询管理改善促生产
博革携手江东金具设备制造,精益咨询管理改善促生产 江东金具决定与上海博革咨询达成协议:由上海博革咨询为江东金具进行工厂布局规划和目视化设计工作。项目定位为打造绝缘子行业国内领先、行业标杆的智能化、自动化灯塔工厂。 /news/4866.html
.png) 国内PPE行业领军企业赛立特园区精益布局
国内PPE行业领军企业赛立特园区精益布局 博革自2022年起为赛立特提供精益管理服务,助力企业搭建精益管理体系,推动精益化管理落地见效,从而全面转型升级,提升企业竞争力。本次项目从2024年10月进驻,经过调研分析,围绕园区整布局 /news/4864.html