
.jpg)
.png)
.png)
.png)
在精益生产的理念中,对于生产计划的编排,存在两种不同的思路:传统的推进式生产计划和JIT拉动式生产计划。现分别对二者阐释如下:
传统的推进式(PUSH)生产计划
传统的推进式生产计划是按产品构成清单对所需的零部件规格和数量进行计算,得出每种零部件的投入产出计划,按计划发出生产和订货的指令。每一生产车间都按计划生产零部件,将实际完成情况反馈到生产计划部门,并将加工完的零部件送到下一道工序或下游生产车间,不管下一道工序和下游生产车间当时是否需要。
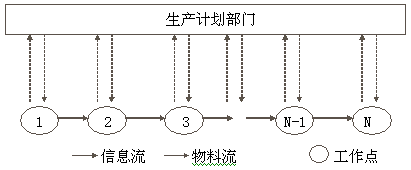
如图所示,实线为物流,虚线为信息流。推进式生产方式的物流是从工序1、2、3一直到N-1,而信息流则是生产计划部门和每一道工序的虚线的延续。很显然,推进式生产方式的信息流和物流是分开的。
推进式生产计划的物流从仓库开始,在各道工序之间产生流动;它的信息流存在于计划部门和仓库之间。由于工序间缺少必要的信息沟通,往往造成中间产品的过多生产或过早生产,致使中间产品积压,有些企业甚至专门设立了很多仓库用来存储过剩的半成品。因此,推动式的生产计划是一种缺乏科学规划的生产计划。
JIT拉动式(PULL)生产计划
拉动式生产计划是由市场需求信息决定产品的组装,然后由产品组装来拉动零件的加工,每一道工序、每一个车间向它的前一道工序或上游车间提出需求和工作指令,上游工序和车间完全按照这些指令来进行生产。

如图所示,虚线代表信息流,实线代表物料流。拉动式生产方式的物流是从工序1、2、3,一直流到第N道工序,它的信息流则是从第N道工序开始,一步一步向工序3、2、1输送。因此,它的信息流和物流是紧密结合在一起的。
JIT拉动式生产计划部门只需要把生产计划下达到最后一道工序,最后一道工序利用看板对其上游工序提出物料的要求,上游工序根据要求生产,通过看板的拉动一直延续到采购部门。这种计划方式的好处在于真正实现了信息流与物流的结合,而且在整个过程中不会产生多余的中间产品,也不会出现等待、拖延等浪费。因此,JIT拉动式生产计划能够真正做到“适时、适量、适物”的生产。
看板在JIT拉动式生产计划中的运用
在JIT拉动式生产计划中,公司生产计划部门仅仅制定最终产品生产计划。公司内各车间零配件、单元生产不制定生产计划,而是依据最终产品生产需要的时间,由“看板”来指示每日生产品种、数量和交付后续工序的地点、时间及数量。因此,看板是JIT生产计划中信息流的载体。
通过看板的运用,各工序只生产后工序所需要的产品,避免了生产不必要的产品。由于只在后工序需要时才生产,同时避免和减少了不急需品的库存量。同时,生产指令只下达给最后一道工序,最后的成品数量与生产指令所指示的数量(市场需求)是一致的,这样就减少了中间层,实现了管理的扁平化。
作者:博革咨询
推荐新闻
.png) 苏州矿山机械领军企业精益改善优秀成果展现
苏州矿山机械领军企业精益改善优秀成果展现 博革于2021年10月正式与苏州创力达成合作,签署精益布局项目,旨在全面改造升级齿轮车间,历时4个月完成前期规划,另根据规划项目历时1年改造完成,现新车间已经投入使用,并且达到预期目标。 /news/4855.html
 博革携手江东金具设备制造,精益咨询管理改善促生产
博革携手江东金具设备制造,精益咨询管理改善促生产 江东金具决定与上海博革咨询达成协议:由上海博革咨询为江东金具进行工厂布局规划和目视化设计工作。项目定位为打造绝缘子行业国内领先、行业标杆的智能化、自动化灯塔工厂。 /news/4866.html
.png) 国内PPE行业领军企业赛立特园区精益布局
国内PPE行业领军企业赛立特园区精益布局 博革自2022年起为赛立特提供精益管理服务,助力企业搭建精益管理体系,推动精益化管理落地见效,从而全面转型升级,提升企业竞争力。本次项目从2024年10月进驻,经过调研分析,围绕园区整布局 /news/4864.html