
.jpg)
.png)
.png)
.png)
4.5 班组交接班与班前会管理
4.5.1 交接班管理
1 交接班的定义
当班人员与接班人员,在特定时间段将工作进行移交的过程。其包含信息传递和信息反馈两大部分。企业对“交班”“接班”过程进行的流程化、制度化的管理,就叫交接班管理
2 交接班需传递和反馈的两大内容
班组长是通过管理生产过程中的人、机、料、法、环五大要素,实现质量、成本、生产交付、安全、士气和效率六大目标。
表4-X 生产过程五大要素的异常状态
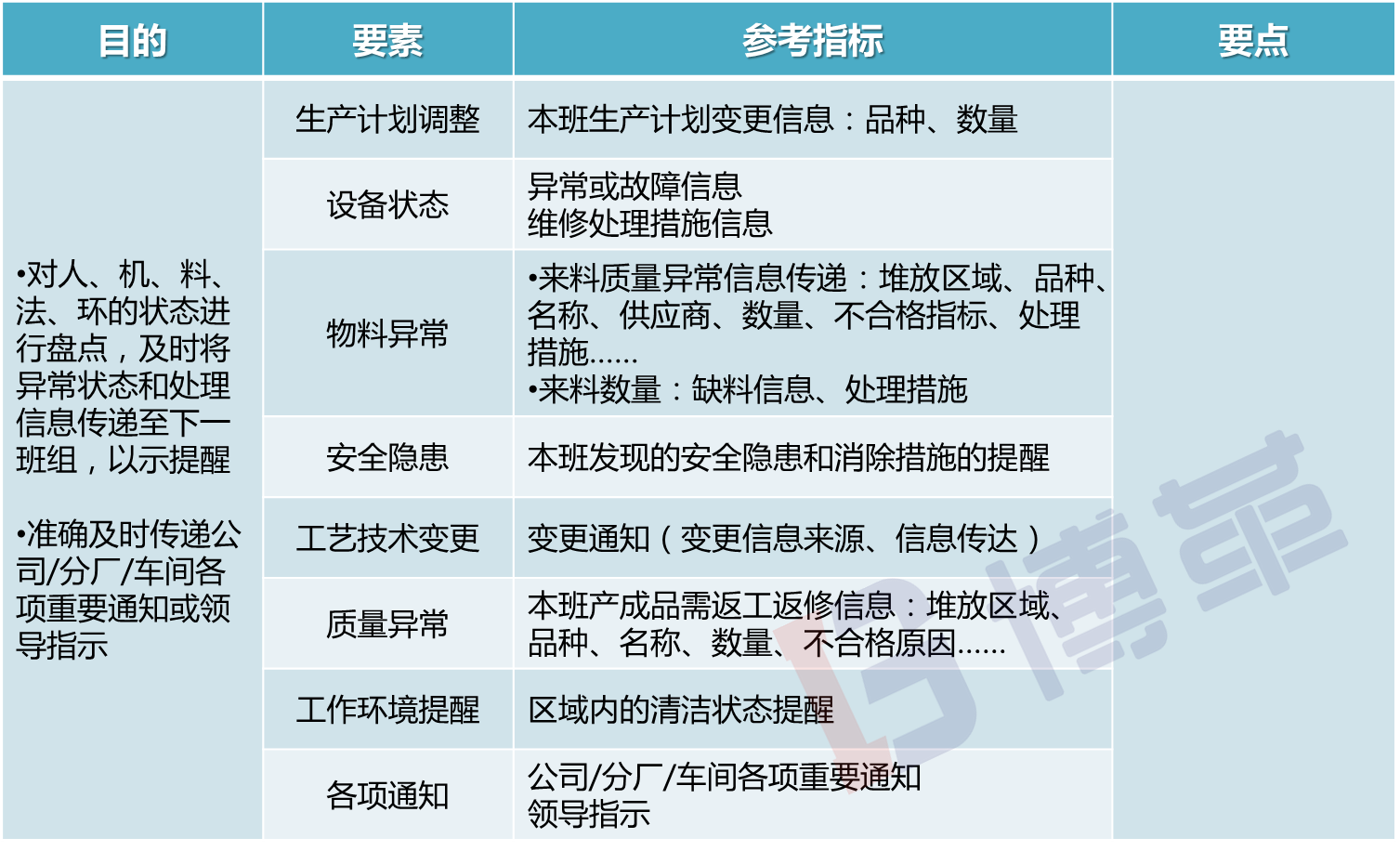
表4-X 本班六大目标的完成情况

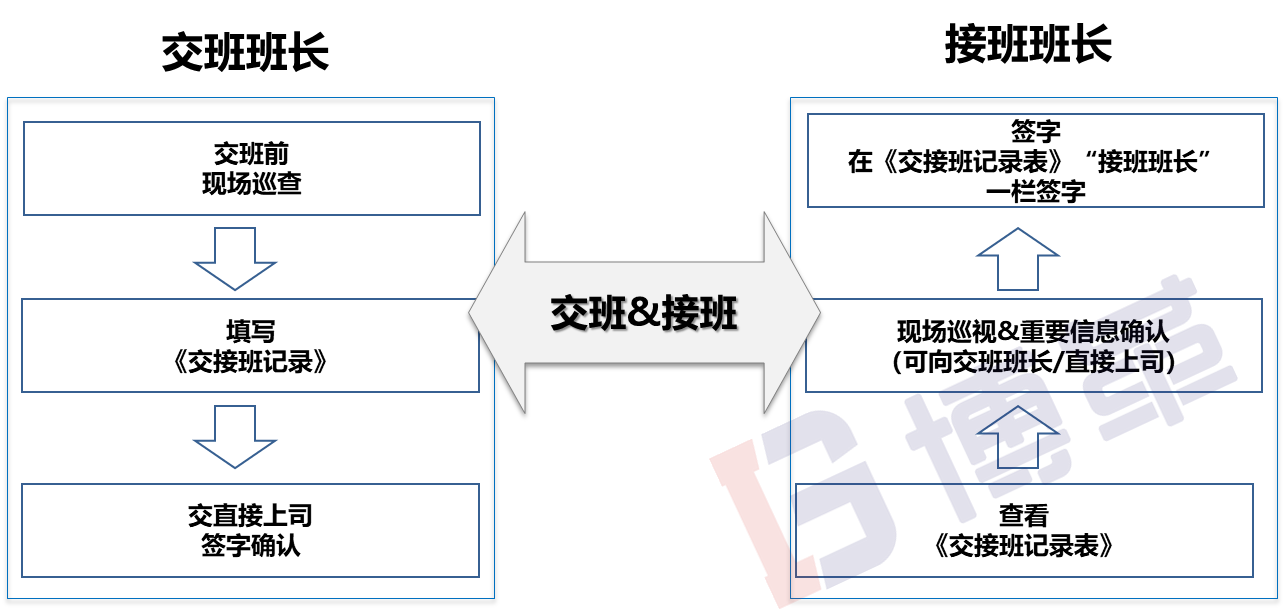
3 交接班管理流程
4 交接班管理输出
《交接班记录表》是在交接班过程中帮助我们实现上、下班之间的有效“交” “接”的工具。表格需包含的基本要素包含:
六大目标的“目标值” 和“本班实际值”、异常情况以及目前的处理状态、设备状态、安全状况、工艺技术变更信息、品质状况、车间意见和领导指示、其他信息等
表4-X 交接班记录表
一、当班主要KPI日清 | ||||||||||||||
产量 | 质量 | 人员 | 安全 | 作业时间 | 工具使用情况 | 本班产量 | 效率损失 | |||||||
计划数 | 目标 | 应到 | 目标 | 计划 | 是否停线 | □是 □否 | ||||||||
停线总时长 | ( )min | |||||||||||||
停线原因 | ||||||||||||||
实际入库数 | 实际 | 实到 | 实际 | 实际 | 本班人均产量 | □设备故障 | ( )min | |||||||
□物流故障 | ( )min | |||||||||||||
□品质故障 | ( )min | |||||||||||||
□其他故障 | ( )min | |||||||||||||
二、当班状态反馈 | ||||||||||||||
1、设备 | ||||||||||||||
故障 | □是 □无 | 交接状态 | □正常 □异常 | 报修情况 | □是 □否 | 目前状态 | ||||||||
备注 | 备注 | 已反馈 | □设备部 | |||||||||||
□工段长 □车间主任 | ||||||||||||||
2、生产准备 | ||||||||||||||
物料是否 | □是 □否 | 计划是否变更 | □是 □否 | 已反馈 | □工段长 □车间主任 □物流部 | |||||||||
计划变更 | 批次 | |||||||||||||
状态 | ||||||||||||||
机型 | ||||||||||||||
缺料信息 | 工序 | |||||||||||||
物料 | ||||||||||||||
3、安全状况 | ||||||||||||||
安全事故 | □有 □无 | 是否有安全隐患 | □是 □否 | 已反馈 | □工段长 □车间主任 □安全室 | |||||||||
事故状态 | 整改状态 | |||||||||||||
4、工艺技术变更信息 | ||||||||||||||
通知 | □有 □无 | 信息来源 | □工艺技术 □研发 | 已传递 | □员工 □组长 □工段长 | |||||||||
变更说明 | ||||||||||||||
5、品质信息 | ||||||||||||||
零部件异常 | 批量事故 | 整改情况 | ||||||||||||
6、车间意见和领导指示 | ||||||||||||||
交班人 | 交班时间 | 接班人 | 接班时间 | |||||||||||
 【精美PPT】MSA测量分析系统培训课件完整版170页
【精美PPT】MSA测量分析系统培训课件完整版170页 【简介】 本PPT 为博革咨询精选课件-MSA测量系统实战培训教材,主要讲述 测量系统的基本概念,测量系统分析计划,连续和离散数据测量系统分析以及参考数据和Minitab操作案例...... 注 /about/news/down/1943.html
 【精美PPT】MSA测量系统分析实战培训教材PPT-99页
【精美PPT】MSA测量系统分析实战培训教材PPT-99页 【简介】 本PPT 为博革咨询精选课件-MSA测量系统实战培训教材,主要讲述 测量系统的基本概念,测量系统分析计划,连续和离散数据测量系统分析以及参考数据和Minitab操作案例...... 注 /about/news/down/1942.html
 【精美PPT】QFD质量功能展开培训精编课件PPT-48页
【精美PPT】QFD质量功能展开培训精编课件PPT-48页 【简介】 本PPT 为博革咨询精选课件,主要讲述QFD质量功能展开的概述、起源和用处,QFD展开假设的条件、QFD展开流程 、以及QFD展开的具体步骤...... 注意: 完整PPT共 48 页,附件下载内 /about/news/down/1924.html